With Test-it-off, PCBA testing runs fully autonomously, without operator supervision or dependence on the production line. The system performs off-the-line testing, enabling quality control even when production is paused. Designed for Dark Factory operation, it works reliably through the night, testing, sorting, and preparing PCBAs for the next shift. Results and system status are accessible remotely in real time, ensuring complete traceability and control.
Test-it-off is a modular robotic platform that enables fully autonomous verification of printed circuit board assemblies (PCBAs) in electronics production.
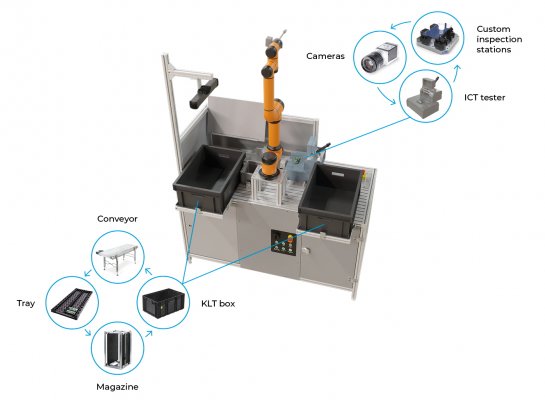
The system automatically handles PCBAs from various sources such as CAB magazines, conveyors, pallets, or KLT boxes. With its advanced AI-powered bin-picking system, Test-it-off can reliably process bulk PCBAs stored in layers with interlays, eliminating the need for manual sorting or precise positioning.
It can be integrated with existing ICT/FCT testers provided by the customer or delivered as a complete automated testing setup featuring motorized fixture closing and full traceability. The handling and storage of tested PCBAs are fully configurable to match each factory’s logistics flow and production continuity requirements.
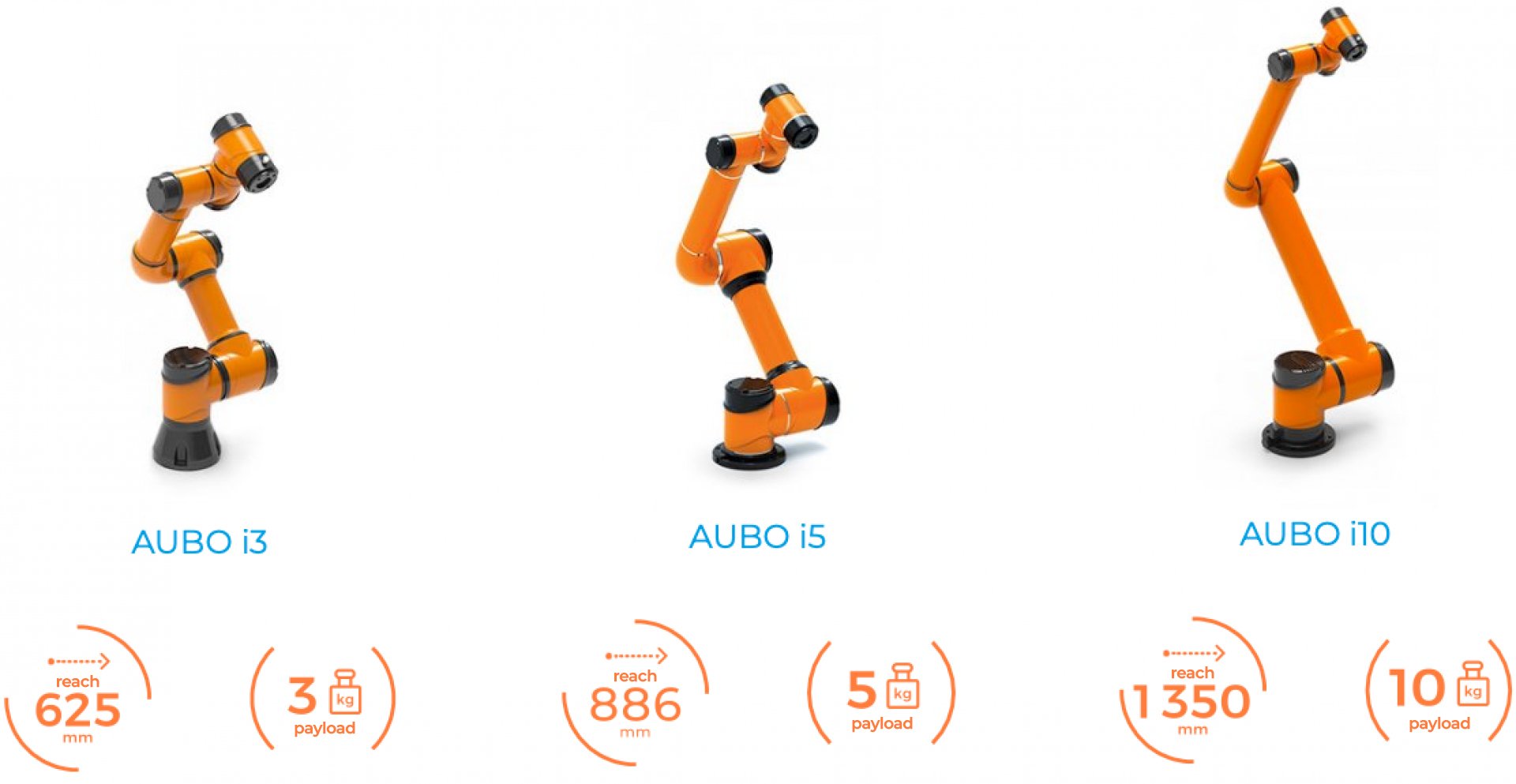
| Robot | Any collaborative robot (AUBO recommended) |
| Reliability | Ability to work 8 hours without the operator’s assistance |
| Control cycle | 20 secs. above PCBA test length |
| Testing method | ICT/FCT tester with manual and automated pressure control, camera EOL check |
| PCBA supply method | Bulk in KLT boxes, CAB bin, pallet, conveyor |
| Tested PCBs storage method | Bulk in KLT boxes, CAB bin, pallet, conveyor |
| More features | Reading DMX codes, adding labels |
When defining the optimal PCBA handling method, we begin with a thorough analysis of the customer’s requirements. The key parameters include the PCBA storage method and the range of products intended for testing at the given Test-it-off station.
Based on these findings, we design and supply a custom gripper for the selected collaborative robot, AUBO or any other brand, as well as additional handling components that enhance performance and ensure reliable, precise loading into the ICT/FCT tester.
The Test-it-off platform is built for maximum flexibility, enabling quick, tool-free replacement of manipulators to adapt easily to different PCBA types and testing configurations.

ICT and FCT testers are used for testing PCBAs, verifying standard electrical parameters such as voltage, current consumption, and communication protocols, including LIN, CAN, and FlexRay, as well as LED characteristics and other measurements defined by the customer.
Test-it-off can integrate existing ICT/FCT testers supplied by the customer or be delivered as a complete solution featuring automated fixture closing for precise and efficient PCBA testing.
The platform also supports simultaneous operation of multiple testing fixtures within one workstation, maximizing throughput and flexibility in quality control.

Test-it-off can be equipped with a camera-based end-of-line inspection system for PCBA manufacturers. The system verifies the correct placement of THT components and connectors and checks for the presence of labels and DMX codes with high accuracy and reliability.
The inspection process is powered by advanced machine vision algorithms and proprietary vision libraries, utilizing the principles of artificial intelligence to deliver precise and consistent inspection results across a wide range of PCBA types.
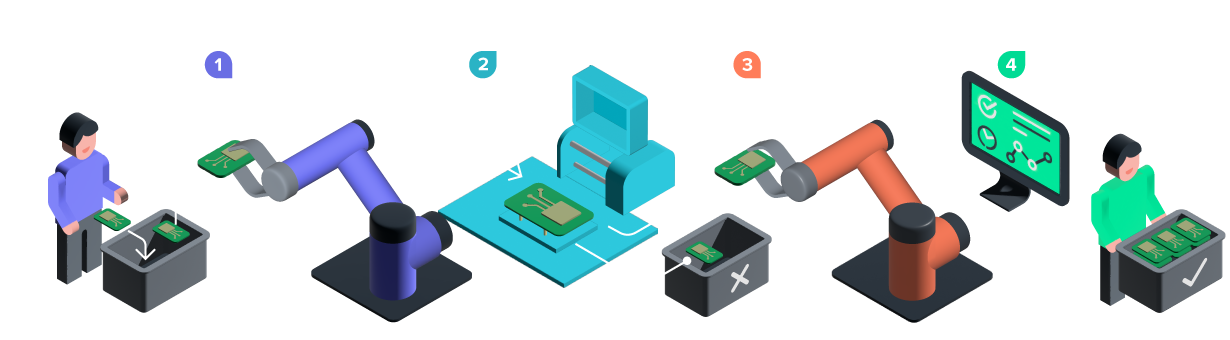
After completing quality control, Test-it-off automatically sorts PCBAs according to predefined parameters. The collaborative robot removes each PCBA from the ICT or FCT tester and places it in the appropriate location based on the test result or defect type. Verified PCBAs are moved to the designated output storage for dispatch, where the system can also read the DMX code or apply a production label to ensure full traceability.
The storage method is configured according to each customer’s logistics and workflow requirements, and Test-it-off adapts easily to different handling approaches. When designing the final setup, we consider the required autonomous operation period, typically enabling the system to work independently for several hours or more.
To maintain continuous operation, we propose a suitable way to ensure a sufficient PCBA supply, often achieved by linking multiple KLT boxes on conveyors or gravity-fed hoppers.
Test-it-off is a versatile platform regarding the support of different ways of storing products. You can select any of the following before and after testing:

Pallets are a common way to store PCBAs. Test-it-off and the collaborative robot handle them effortlessly. Depending on the storage angle and spacing, a vacuum gripper or precision two-finger gripper is selected for accurate and gentle handling.

If your production uses CAB magazines, Test-it-off can test PCBAs directly from them. The collaborative robot grips and slides the board out of the magazine using a two-finger gripper and can place verified boards back or store them in KLT boxes ready for dispatch.

With its flexible configuration, Test-it-off can pick PCBAs directly from the production line, eliminating the need for static loading points. To balance production speed with testing cycle time, the system supports intelligent distribution of PCBAs between multiple ICT or FCT testers for maximum efficiency.

Test-it-off also handles bulk PCBAs stored in KLT boxes, even when layers are separated by horizontal interlays. The system ensures long, uninterrupted autonomous operation, ideal for tasks such as verifying returned or batch-claimed PCBAs directly from shipping containers.
With automated quality control, Test-it-off provides a complete and transparent view of production performance. The system continuously collects and visualizes testing data, giving you clear insight into production status, defect rates and utilization. All information is displayed in a user-friendly interface where you can also define and monitor your own metrics to track performance trends over time.
Thanks to its remote access capability, you can monitor live statistics and the progress of current batches from any device, whether from your computer, tablet or smartphone. The interface shows key parameters such as the number of tested PCBAs, OK and NOK counts and estimated batch completion time, allowing for precise planning of material replenishment and workflow optimization.
Designed in accordance with Industry 4.0 principles, Test-it-off ensures full connectivity and traceability across your manufacturing environment:
• Direct integration with ERP and MES systems for seamless data exchange
• Real-time response to other production nodes and test cycle updates
• Automated data backups and traceability down to individual PCBAs
• Remote notifications via on-screen alerts, email or SMS whenever operator input is required
Even when running unattended in Dark Factory mode, Test-it-off keeps you informed with live statistics and reporting available anywhere and anytime, ensuring continuous, reliable and fully transparent operation

















 MENU
MENU





